30/01/23

Les usines de Toyota en Pologne sont spécialisées dans l’assemblage de moteurs hybrides et conventionnels pour des voitures expédiées dans toute l’Europe. Les usines polonaises emploient plus de trois mille personnes et ont une production importante. Voici comment les imprimantes 3D Zortrax sont utilisées pour optimiser les coûts et réduire les délais dans l’une des plus grandes usines automobiles d’Europe.
« Commençons par ce qui est la tâche principale dont nous sommes responsables ici en Pologne. Toyota est un grand constructeur mondial et nous faisons partie d’un système de production plus vaste, composé de plusieurs usines spécialisées situées dans le monde entier. Notre travail consiste à assembler des moteurs pour les voitures Toyota », explique Łukasz Kondek, un ingénieur en impression 3D travaillant à l’usine Toyota. Ces moteurs sont fabriqués à partir de pièces livrées par d’autres usines Toyota situées dans toute l’Europe.
Un couvercle de levier de soupape imprimé en 3D à l’usine Toyota sur l’imprimante 3D Zortrax M300 Plus.
« Ce profil de fabrication se traduit directement par l’utilisation que nous faisons des imprimantes 3D. La grande majorité des modèles que nous imprimons sont des gabarits et des montages divers », explique M. Kondek qui poursuit en expliquant comment les gabarits sont classés dans son usine. Il y en a :
Les joints et les couvercles, qui sont utilisés pour empêcher la poussière et d’autres objets de pénétrer dans les cavités des pièces du moteur lors de leur déplacement d’un poste de travail à l’autre.
« Bien sûr, tout ne peut pas être imprimé en 3D et nous utilisons souvent diverses technologies de fabrication pour réaliser un seul gabarit ou outil. Par exemple, il existe des pièces dont les corps sont imprimés en 3D sur des machines Zortrax, mais les points de contact avec les surfaces métalliques sont réalisés de manière traditionnelle dans des matériaux particulièrement résistants à l’usure. De cette façon, nous pouvons conserver la rapidité et la rentabilité de l’impression 3D dans le secteur automobile et obtenir une durabilité supérieure », explique M. Kondek. Vous trouverez ci-dessous trois exemples choisis de gabarits et d’outils imprimés en 3D dans l’usine de fabrication de Toyota.
Lorsque le moteur est transporté d’un poste d’assemblage à l’autre, les leviers de soupape du moteur doivent être maintenus dans la même position. Les ingénieurs de Toyota utilisent donc des couvercles conçus sur mesure pour maintenir ces leviers en place. De plus, l’ensemble, une fois installé, empêche le moteur de tomber de la plate-forme sur laquelle il est transporté. À l’arrivée au bon poste de montage, les couvercles sont retirés.
Un prototype de couvercle de levier de soupape imprimé en 3D à l’usine Toyota sur l’imprimante 3D Zortrax M300 Plus avec le filament Z-ABS.
« C’est un excellent exemple de ce dont l’impression 3D dans l’automobile est capable », déclare Kondek. Selon lui, son équipe a rapidement itéré sur 12 conceptions différentes de ces couvercles pour les optimiser à la fois en termes de résistance et de poids. Au cours d’une seule équipe, Kondek a pu procéder à trois changements de géométrie différents et imprimer en 3D deux versions consécutives de ce gabarit sur l’imprimante 3D Zortrax M300 Plus.
« Les couvercles de leviers de soupape montrent l’avantage de la technologie d’impression 3D lorsqu’il s’agit de modifier rapidement la géométrie et d’effectuer des ajustements de conception à la volée », déclare Kondek.
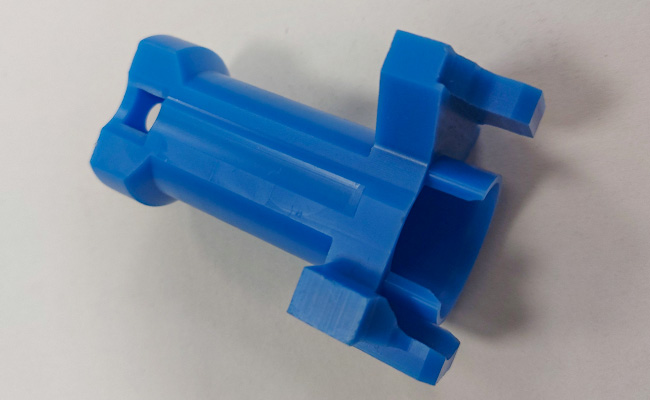
Une autre catégorie de gabarits fabriqués sur une Zortrax M300 Plus, une imprimante 3D pour l’automobile, actuellement utilisée à l’usine Toyota, est celle des gabarits de positionnement. « Il y a plusieurs gabarits de ce type que nous utilisons sur la chaîne de montage pour confirmer que les pièces sont assemblées correctement », explique Kondek.
Gabarit de positionnement fabriqué à l’usine Toyota sur une Zortrax M300 Plus – une imprimante 3D pour l’automobile.
Le principal avantage de l’utilisation de gabarits de positionnement imprimés en 3D est leur durée de vie étonnamment longue et la possibilité d’intégrer d’autres technologies de fabrication dans la conception. Dans le projet de CAO présenté ci-dessous, les composants gris ont été fabriqués en métal, tandis que les broches jaunes étaient censées être fabriquées par CNC en nylon. Le corps de la pièce, coloré en rouge, est imprimé en 3D.
« Ce qui est intéressant avec ce gabarit particulier, c’est qu’il a été livré aux équipes travaillant sur la chaîne de montage en tant que prototype de pièces d’essai internées pour subir d’autres ajustements », déclare Kondek. Selon lui, à ce stade du processus de prototypage, les tolérances étaient légèrement faussées et le gabarit ne disposait pas de paliers coulissants appropriés. Malgré cela, il a été utilisé pendant six mois, tous les jours, avant de se briser.
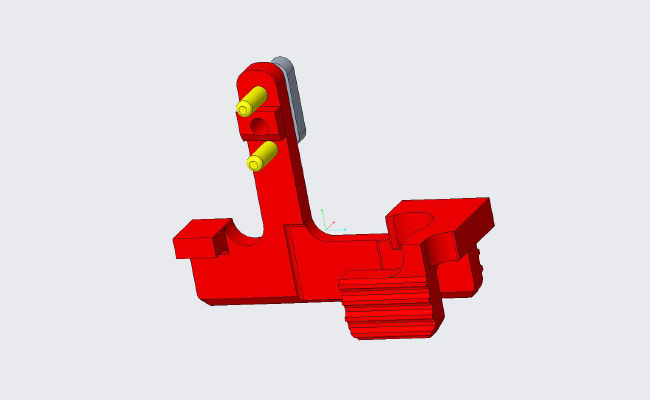
Conception CAO d’un gabarit de positionnement à imprimer en 3D à l’usine Toyota sur l’imprimante 3D Zortrax M300 Plus. Le gabarit entièrement assemblé comporte des points de contact en nylon (marqués en jaune sur le dessin).
« Et quand il est cassé, nous pouvons utiliser la même imprimante 3D Zortrax M300 Plus pour en fabriquer un autre en seulement 7 heures. Fabriquer des remplacements à ce rythme aurait été impossible sans les imprimantes 3D pour l’automobile embarquée », déclare Kondek.
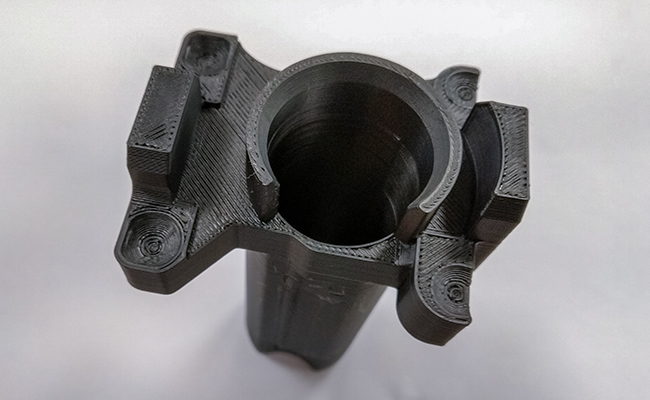
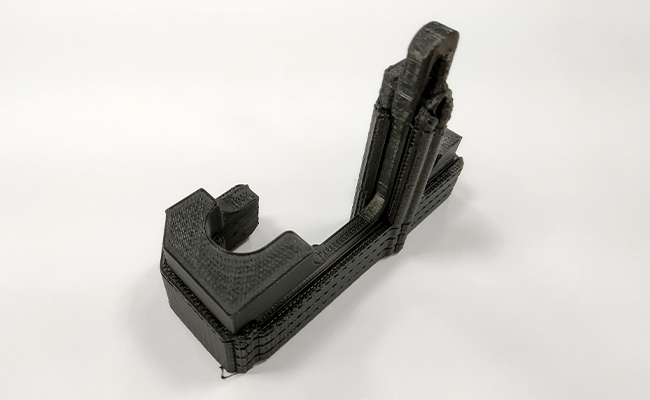
Le couvercle du bloc moteur est un gabarit qui illustre des flux de travail plus avancés où un outil cible est plus grand que l’espace de travail disponible dans une imprimante 3D et où des imprimantes 3D distinctes sont utilisées pour le prototypage et la fabrication du composant final.
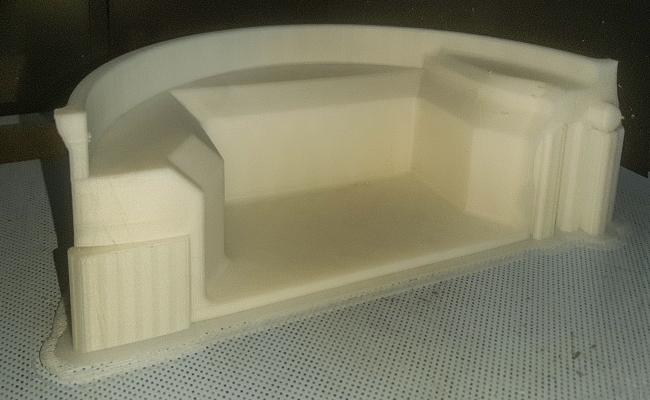
Une partie du couvercle du moteur imprimé en 3D à l’usine Toyota avant de le retirer de la plateforme de construction d’une imprimante 3D Zortrax M300 Plus.
« L’objectif de ce gabarit est de sceller les cavités technologiques du bloc moteur pendant les processus d’assemblage. Il empêche les outils, les vis et autres objets de tomber dans ces cavités, ce qui est absolument essentiel pour le fonctionnement du moteur final », explique Kondek.
Selon lui, les prototypes de ce gabarit ont été réalisés sur l’imprimante 3D M300 Plus. Chacun des prototypes a été imprimé en plusieurs parties qui ont ensuite été assemblées. L’utilisation de la M300 Plus était le moyen le plus rentable d’affiner la conception et de construire plusieurs prototypes pour les contrôles de géométrie.
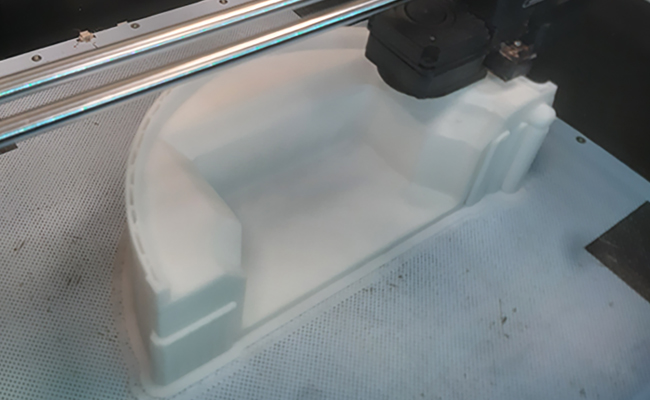
Le couvercle du moteur est trop grand pour être imprimé en 3D en une seule pièce, même sur une imprimante 3D M300 Plus assez grande. C’est pourquoi Toyota le fabrique en plusieurs parties qui sont assemblées une fois l’impression terminée.
Enfin, le composant d’utilisation finale a été imprimé en 3D sur une machine industrielle avec un matériau haute performance qui ne pouvait pas être pris en charge sur la M300 Plus en raison de son architecture ouverte. « Nous avons besoin d’imprimantes 3D plus grandes dans l’automobile pour de telles applications, par exemple Zortrax Endureal, avec une architecture fermée garantissant une température stable dans la chambre d’impression pour éviter le gauchissement et le rétrécissement qui peuvent gravement affecter les impressions de grande taille », explique Kondek.
« Nous utilisons des imprimantes 3D depuis des années maintenant. Elles étaient déjà là quand je suis arrivé chez Toyota il y a quatre ans », déclare Kondek. Selon lui, les gabarits qui sont imprimés en 3D dans l’industrie automobile aujourd’hui étaient auparavant réalisés par une division d’outillage distincte équipée de machines CNC et d’autres outils de fabrication soustractive. La fabrication des modèles plus exigeants était simplement confiée à des sous-traitants externes.

Une partie d’un gabarit pour l’application de graisse sur des pièces automobiles réalisé par Toyota sur l’imprimante 3D Zortrax M300 Plus.
« De toute évidence, l’utilisation de tels outils limitait considérablement ce que nous pouvions faire en matière de conception. Chaque fois que nous pensions à un nouveau gabarit, nous devions réfléchir à deux fois pour savoir s’il pouvait être fabriqué ou non. L’impression 3D dans le secteur automobile a résolu ce problème », explique M. Kondek. Il ajoute qu’actuellement, plus de 95 % des gabarits imprimés en 3D dans l’usine Toyota sont fabriqués avec la technologie LPD. Le reste est imprimé en 3D avec d’autres technologies d’impression 3D.
Jusqu’à présent, selon M. Kondek, l’investissement dans les équipements d’impression 3D a été entièrement amorti en un an. « L’impression 3D dans l’automobile n’est pas tant une question de vitesse de fabrication, car ce n’est pas la technologie la plus rapide qui existe. Mais c’est certainement la plus agile. Nous n’avons pas besoin de stocker des pièces de rechange, car elles peuvent être imprimées en 3D à la demande. Nous pouvons optimiser les conceptions comme nous le souhaitons, car les imprimantes 3D pour automobiles peuvent fabriquer presque toutes les géométries possibles. Enfin, nous pouvons commencer à imprimer immédiatement. Nous n’avons pas besoin d’attendre qu’une division d’outillage, ou un sous-traitant externe, dispose des ressources nécessaires pour travailler sur nos missions. Nos délais d’exécution sont passés d’une semaine à quelques jours, voire quelques heures dans certains cas », explique M. Kondek.
L’imprimante 3D M300 Plus actuellement utilisée par Toyota offre une capacité d’impression 3D de base pour les applications de fabrication. Associée à d’autres solutions d’impression 3D de Zortrax, elle peut toutefois servir d’élément de base à des systèmes de fabrication additive plus avancés. Voici quelques exemples viables.


L’ajout du dispositif intelligent de lissage des vapeurs Zortrax Apoller à l’atelier d’impression 3D de l’usine permet de lisser de manière cohérente de grandes quantités de gabarits imprimés en 3D. Le lissage des vapeurs avec des vapeurs de MEK ou d’acétone rend certes les modèles imprimés en 3D plus jolis mais il les rend aussi moins perméables. Ils deviennent tout simplement imperméables. Cette perméabilité fortement limitée est cruciale pour réaliser des gabarits destinés à être remplis d’huiles ou autres graisses. L’Apoller a été conçu pour un débit important et, en une session de lissage d’environ 3 heures, il peut lisser plusieurs gabarits différents. Il est également certifié ATEX et peut être utilisé en toute sécurité dans une usine.
Les filaments polymères standard comme l’ABS peuvent parfois s’avérer trop faibles pour des pièces destinées à travailler sous de lourdes charges, à résister à une usure importante ou à supporter des températures très élevées. Ce problème peut être résolu avec la Zortrax Endureal, une imprimante 3D industrielle pour l’automobile, qui est conçue pour travailler avec des polymères haute performance comme le Z-PEEK ou VICTREX AM™ 200 qui conservent leurs propriétés à des températures supérieures à 300 degrés Celsius atteignent des valeurs de résistance à la traction supérieures à 90 MPa.
Enfin, lorsque les exigences thermiques et mécaniques des projets vont bien au-delà de ce qui est possible même avec les polymères les plus résistants sur Terre, l’Endureal peut faire une chose de plus. Il peut fabriquer des pièces en acier. Plus précisément, l’Endureal fonctionne avec les filaments de poudre métallique BASF Ultrafuse® 316L et BASF Ultrafuse® 17-4 PH qui, après un post-traitement en deux étapes développé par BASF Forward AM et réalisé par Elnik Systems GmbH, deviennent de l’acier inoxydable 316L ou de l’acier trempé par précipitation 17-4 pleinement fonctionnel. Ces matériaux sont disponibles dans le Zortrax Full Metal Package 316L et le Zortrax Full Metal Package 17-4 PH, des kits contenant tout le nécessaire pour imprimer des pièces en acier sur l’imprimante 3D Endureal.
 EN
EN