9/02/24

L’industrie mécanique est en constante évolution, tout comme les composants qu’elle produit. De nos jours, les composants ont des formes et des structures variées, qui exigent une grande précision et une grande exactitude.
Une ébauche est une pièce de matériau prête à être usinée en un produit final. Il est important d’aligner correctement la pièce brute sur la machine-outil pour garantir la précision et l’efficacité du processus d’usinage. Cependant, l’alignement manuel et les méthodes traditionnelles peuvent prendre du temps et être sujets à des erreurs.
Pour éviter ces erreurs et réaliser l’usinage avec précision, les ingénieurs doivent s’assurer que la pièce est au bon endroit par rapport à la machine-outil et à l’outil de coupe.
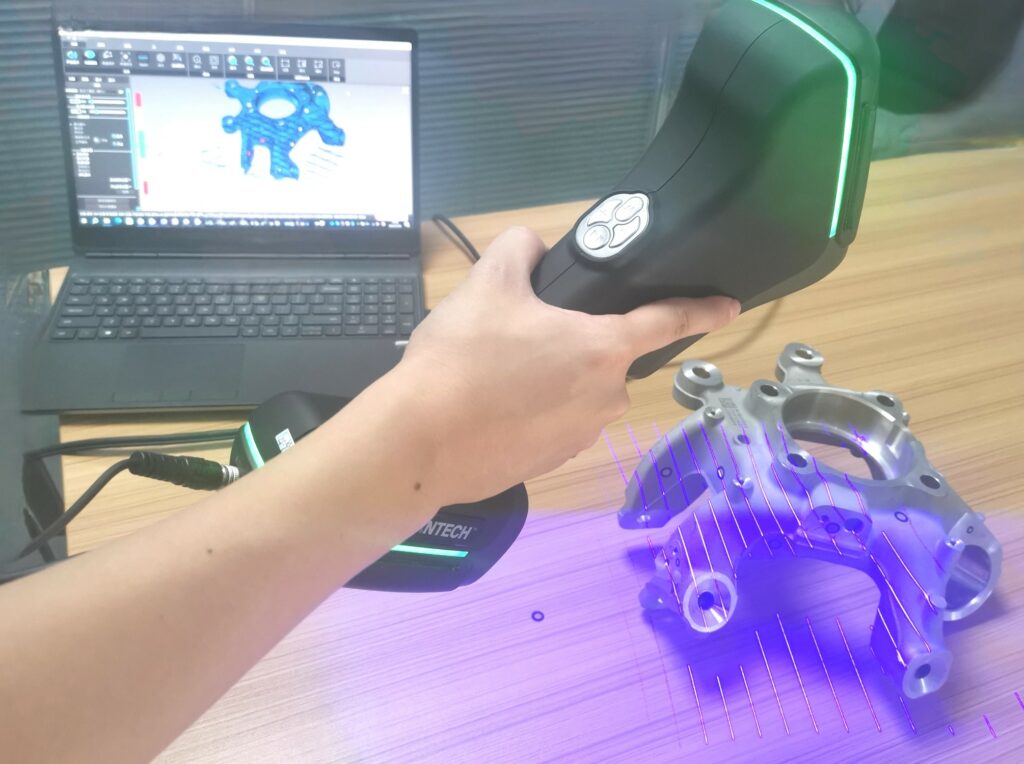
Dans ce blog, nous vous montrerons comment les scanners laser 3D portables de Scantech peuvent vous aider en identifiant la position et l’orientation de la pièce brute sur la machine-outil et en corrigeant la trajectoire de l’outil avant l’usinage.
Nous présenterons deux cas d’alignement, respectivement une ébauche de forme irrégulière et une ébauche d’axe forgé, et démontrerons les avantages de notre technologie de numérisation 3D.
L’alignement pour l’usinage est le processus d’ajustement de la position de la pièce brute par rapport à la machine-outil et à l’outil de coupe afin de garantir la qualité et la précision de l’usinage.
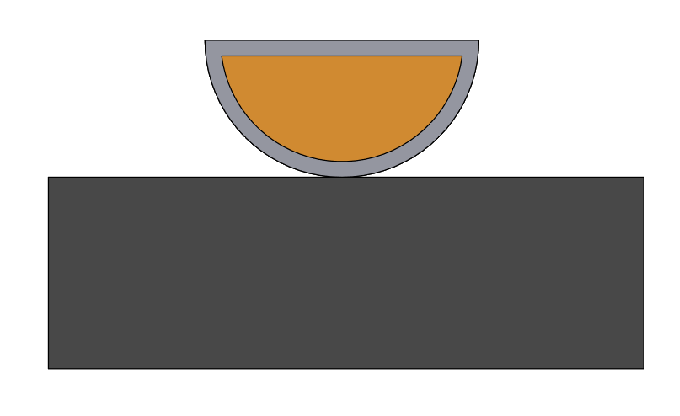
Supposons, par exemple, que nous disposions d’une machine-outil (section noire), d’une pièce brute (section grise) et d’un modèle d’usinage CAO (section orange). Idéalement, nous voulons les aligner verticalement, comme ceci :
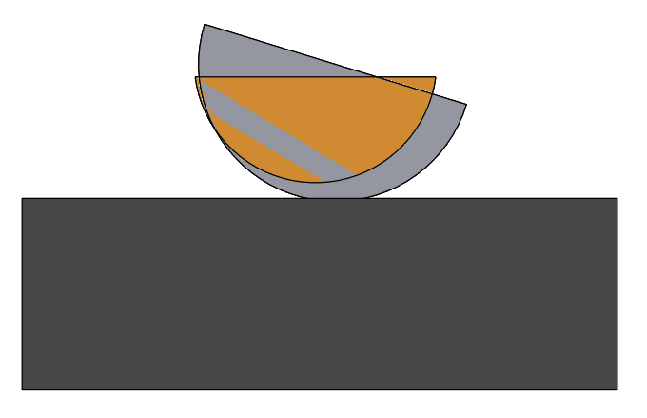
Cependant, dans la réalité, de nombreux facteurs peuvent affecter l’alignement, tels que les erreurs d’usinage et la rugosité de la surface. Si nous n’ajustons pas la position de l’ébauche en fonction de la référence du modèle CAO, nous risquons de nous retrouver avec des pièces dont les surépaisseurs d’usinage ne sont pas suffisantes à certains endroits.
Cela peut ruiner l’ensemble de la pièce, comme le montre l’illustration ci-dessous :
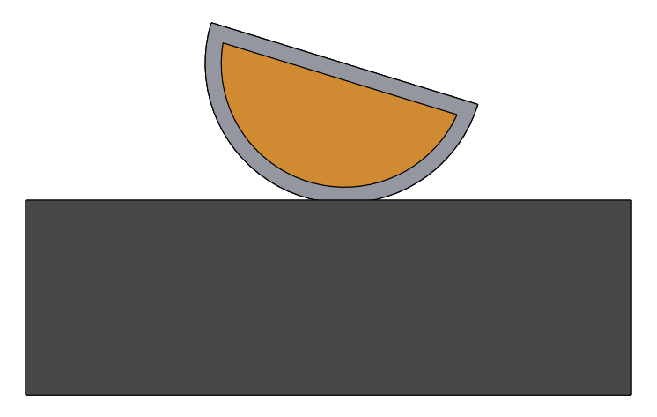
Pour éviter ce problème, nous devons mesurer et corriger la position de l’ébauche en nous référant au modèle CAO. Ainsi, nous pouvons ajuster la trajectoire d’usinage en conséquence.
Cela permet de s’assurer que les surépaisseurs d’usinage sont uniformes et suffisantes, comme c’est le cas ici :
Il s’agit d’une pièce brute de forme irrégulière en alliage d’aluminium moulé. Comme il est difficile de positionner des références fiables, la position de la pièce brute par rapport à l’outil d’usinage change chaque fois qu’elle est serrée, ce qui affecte l’usinage ultérieur.
Pour résoudre ce problème, nous devons scanner la géométrie de la pièce brute rapidement et avec précision, et mesurer les coordonnées de la pièce brute et de la machine-outil afin d’identifier les relations de position.
Ensuite, nous pouvons ajuster les coordonnées d’usinage en conséquence, afin de nous assurer qu’il y a suffisamment de marge d’usinage sur toute la surface du produit. Enfin, nous pouvons localiser avec précision le plan de référence de l’usinage, afin de guider les étapes suivantes de l’usinage.

La méthode traditionnelle d’alignement est le marquage manuel. Elle nécessite de multiples ajustements et dépend de l’expérience du travailleur, ce qui est long, fastidieux et inefficace.
Il est difficile de positionner avec précision des pièces irrégulières, ce qui nécessite de nombreux essais et tests. Par conséquent, il est difficile de garantir la qualité de l’usinage et cela conduit facilement à des produits défectueux.
Pour mesurer la pièce moulée, nous avons suivi les étapes suivantes :
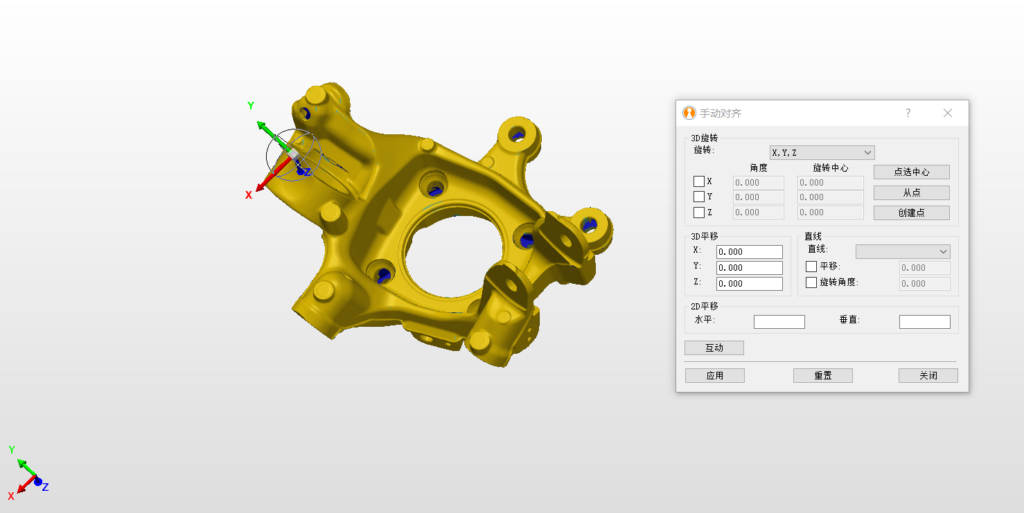
L’ingénieur a scanné les données 3D plein champ de la pièce et a aligné les coordonnées des données scannées sur le modèle CAO.
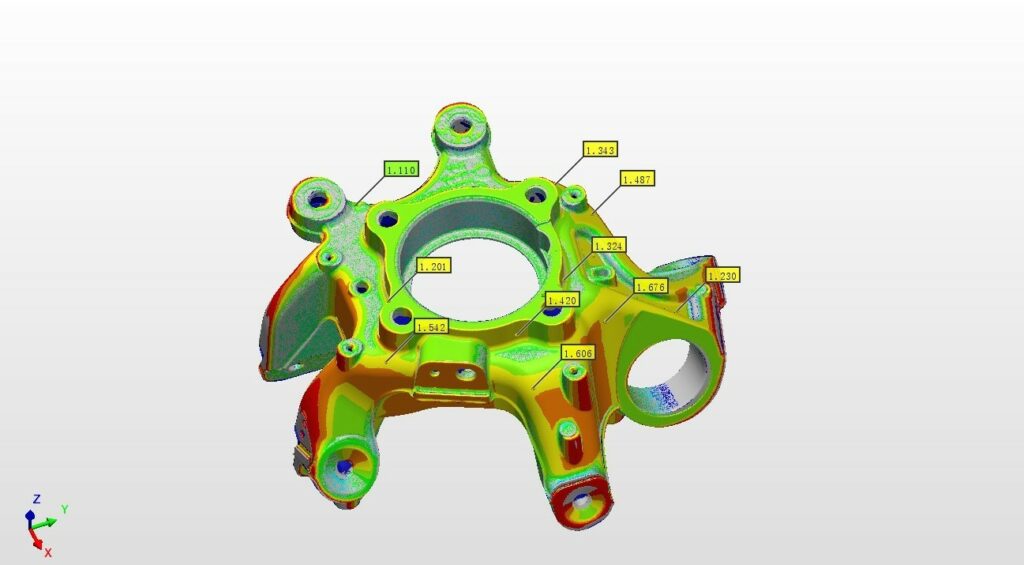
Après l’alignement initial, l’ingénieur a analysé la surépaisseur d’usinage et a ajusté les coordonnées pour s’assurer que la surépaisseur était uniformément répartie.
Comparaison des données scannées avec le modèle CAO et création d’un rapport de comparaison des écarts de couleur.
Transfert du système de coordonnées ajusté à la machine-outil pour l’usinage.
Le cas concerne une grande ébauche d’essieu forgé qui doit être usinée. Pour fabriquer un arbre précis, l’outil de coupe touche l’ébauche d’arbre pendant qu’il tourne et enlève de la matière. Le client doit procéder à l’alignement pour l’usinage et trouver l’axe de rotation.

Étapes de mesure
Pour mesurer l’ébauche d’arbre forgé, l’ingénieur a suivi les étapes suivantes :
Il a utilisé le système de suivi optique TrackScan pour scanner l’ensemble de l’ébauche de l’arbre forgé. Il a ensuite aligné le système de coordonnées mesuré de l’ébauche sur le système de coordonnées CAO de l’usinage. Il a affiné les coordonnées de l’ébauche pour s’assurer que la surépaisseur d’usinage était uniformément répartie.
L’ingénieur a déplacé le T-Probe autour de la pièce jusqu’à ce que ses coordonnées correspondent aux coordonnées du centre affichées dans le logiciel. De cette manière, l’ingénieur a identifié le centre des deux extrémités de l’ébauche et trouvé l’axe de rotation.
Les points identifiés par le T-Probe ont également été utilisés comme points de référence pour le serrage.

Avec un scanner 3D, vous pouvez obtenir rapidement et facilement les données 3D grandeur nature de différentes pièces, sans les toucher. Même les bords et les coins difficiles à atteindre peuvent être capturés complètement.
Vous pouvez ensuite mesurer la surépaisseur de la pièce brute de manière exhaustive et vous assurer qu’elle est suffisante pour l’usinage, ce qui permet d’éviter les déchets ou les défauts.
Avec un logiciel professionnel, vous pouvez affiner la distribution de la surépaisseur et localiser rapidement et précisément la référence d’usinage.
Cela vous aidera à usiner les pièces brutes à l’étape suivante, sans dépendre de l’expérience manuelle. De cette manière, vous pouvez réduire le risque de traitement et augmenter l’efficacité du traitement.
Le scanner est facile à utiliser à la main et peut être transporté sur le site de l’atelier. Il peut faire face à des conditions complexes (vibrations, température, humidité, lumière, etc.) et fonctionner de manière stable. Il peut capturer les données 3D de divers matériaux et objets sans effort, ce qui vous permet d’économiser du temps et de l’argent.
Vous pouvez comparer les données 3D avec le modèle CAO et obtenir un rapport de déviation automatique en temps réel. Vous disposez ainsi de données détaillées et intuitives pour déterminer la surépaisseur d’usinage et aligner la position dans les étapes suivantes.
 EN
EN