15/03/23

Il est essentiel de contrôler la surépaisseur d’usinage pour garantir un usinage précis des pièces moulées. Une surépaisseur d’usinage insuffisante rend difficile l’élimination des matériaux résiduels du processus précédent.
Une surépaisseur excessive entraîne une augmentation de la charge de travail et de la consommation de matériaux, d’outils et d’énergie.
Scantech est un fabricant de scanners 3D de haute technologie qui propose des produits tels que des scanners laser 3D, des scanners corporels 3D et des systèmes de mesure 3D automatisés. Nous nous engageons à améliorer votre activité en vous fournissant des solutions 3D efficaces.
Dans cette application, nous allons vous montrer comment capturer des données plein champ d’une pièce de fonderie de grande taille et identifier sa marge de manœuvre pour un usinage ultérieur. L’équipement que nous utilisons est le TrackScan-P, un scanner 3D sans contact pour les objets de grande taille.

Numérisation 3D d’une pièce de fonderie de grand volume pour identifier les surépaisseurs
Dongfang Turbine Co. Ltd. de Dongfang Electric Corporation est une entreprise de haute technologie qui se consacre à la recherche, à la conception et à la fabrication d’équipements pour grandes centrales électriques.
Les produits de l’entreprise comprennent des turbines à vapeur alimentées au charbon, des turbines à vapeur nucléaires, des turbines à gaz, la modernisation de turbines, l’entretien, des turbines industrielles, de nouveaux matériaux et de nouveaux produits énergétiques.
Le client cherchait des solutions pour optimiser l’usinage des pièces moulées. En scannant le moulage en 3D et en le comparant au modèle CAO, il cherche à analyser s’il y a suffisamment de marge pour un usinage ultérieur.
S’il n’y a pas de marge pour certaines surfaces, il doit déterminer s’il est possible d’effectuer des ajustements pour s’assurer que ces surfaces pourront être usinées ultérieurement. Si la première méthode ne fonctionne pas, les clients doivent identifier les zones plus minces que la surépaisseur et déterminer le montant de la soudure de réparation.
Après l’inspection, les données saisies serviront de référence pour le marquage virtuel et la localisation du point de référence de l’usinage pour la machine CNC.
Dans le cas présent, il s’agit d’une hotte d’évacuation de vapeur. Elle est relativement grande, avec un diamètre d’environ 6 mètres. Il est nécessaire d’effectuer un balayage plein champ et de déterminer le marquage du point de référence de l’usinage et le marquage de 20 trous.

Inspection d’une hotte à vapeur
Le client avait l’habitude de marquer manuellement les pièces de fonderie sur la base d’une estimation empirique afin de vérifier si la tolérance était suffisante et de localiser le point de référence.
Cette méthode traditionnelle et manuelle est inefficace et ne permet pas de trouver le meilleur point de référence. Chaque fois que les opérateurs ajustent la position de la pièce, ils doivent recommencer et trouver un nouveau point de référence, ce qui prend beaucoup de temps.
Grâce au marquage virtuel dans un modèle 3D précis, les utilisateurs peuvent identifier l’emplacement exact des pièces à marquer. Le marquage manuel, comparé au marquage virtuel, est beaucoup moins précis.
Par conséquent, certains produits qualifiés peuvent être considérés comme non qualifiés ou défectueux, ce qui entraîne une augmentation des coûts de fabrication.

Marquage d’une pièce de fonderie à l’aide de données 3D
Afin de réduire son temps de cycle, la société a contacté Scantech pour obtenir de l’aide afin d’identifier la surépaisseur, d’optimiser le marquage et d’accélérer l’usinage pour le moulage.
Les étapes suivantes montrent comment la solution 3D de Scantech a contribué à ce projet.
À l’aide du scanner 3D à suivi optique TrackScan-P, l’ingénieur a numérisé les données plein champ de la pièce moulée et a obtenu son modèle 3D réel.

Suivi optique Scanner 3D TrackScan-P
Les données capturées ont permis de comprendre où se situaient les déviations dans le moulage. L’ingénieur a rapidement comparé les données de numérisation avec le modèle CAO et a analysé les résultats à l’aide d’un logiciel 3D :
Vérifier s’il y a une marge suffisante ;
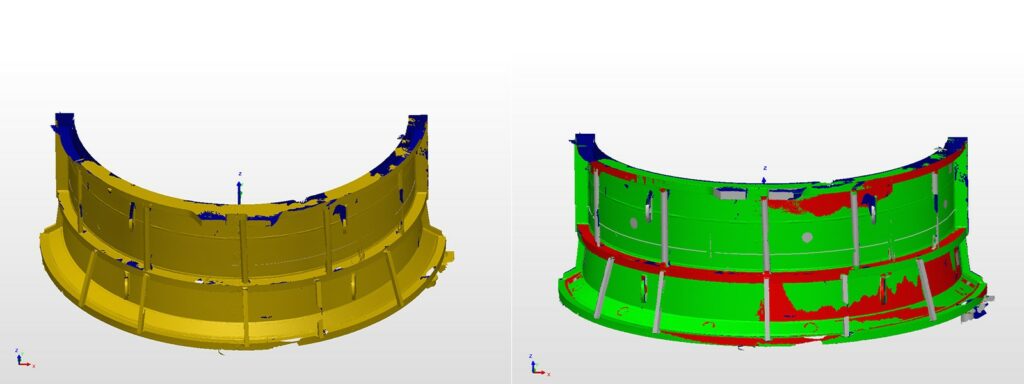
Nuages de points, analyse de l’allocation, carte des couleurs
À l’aide du logiciel, ils ont simulé le marquage avant de tracer des lignes sur les pièces de fonderie. Cela a permis au client de calculer avec précision l’emplacement du marquage et de détecter tout problème potentiel. L’ingénieur a marqué la pièce moulée ainsi que les trous qui doivent être traités sur la base de l’analyse.

Marquage d’une pièce de fonderie à l’aide de données 3D
Établir des données précises pour l’usinage ainsi que la position des trous

marquage précis pour l’usinage
Le système de mesure optique TrackScan-P de Scantech se compose d’un scanner laser de mesure 3D, conçu avec un balayage laser bleu et rouge innovant, et d’un tracker optique et sans autocollant.
Le système mesure la géométrie réelle de l’ébauche, ce qui garantit une marge d’usinage suffisante en production et remplace le marquage traditionnel. Il fournit la base de données pour l’usinage adaptatif en optimisant la trajectoire d’usinage sur la base des données capturées.
Article de notre partenaire Scantech
 EN
EN