 EN
EN





LINSINGER Ligne pour la construction navale
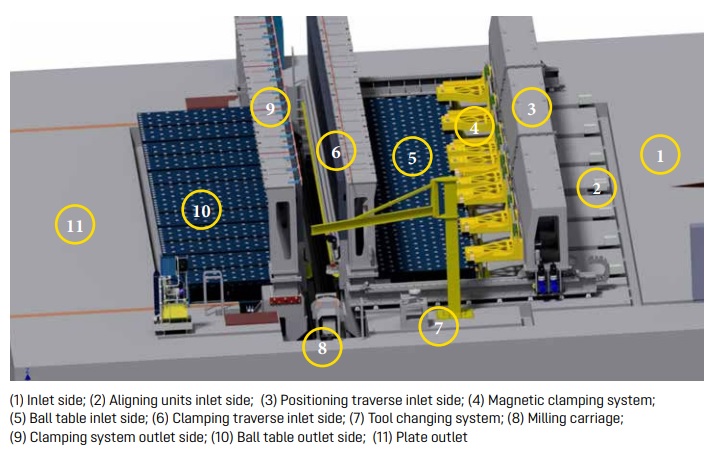
La Panel Line de Linsinger – fraiseuse de chants de plaques sur deux côtés – est conçue pour le fraisage simultané de deux chants de plaques qui doivent être assemblés par soudage. Le concept de la machine permet d’assembler les chants de tôle à souder de manière à ce qu’il y ait une soudure (« 0 » – GAP), ce qui est nécessaire pour le processus de soudage hybride laser moderne. À cette fin, le serrage et le parallélisme des plaques après le traitement simultané des deux bords des plaques sont maintenus constants jusqu’à la soudure des plaques, ce qui empêche un retour élastique ou un déplacement des plaques.
Points forts
- Différentes épaisseurs de tôles peuvent être utilisées sans affecter la qualité du soudage
- Productivité élevée grâce au fraisage simultané des deux côtés longitudinaux
- Préparation du cordon de soudure avec une précision maximale (« 0 » – GAP)
- Pas de tournage et de rotation de la plaque nécessaires
- Gestion d’outils propre à Linsinger avec changeur d’outils automatique
- Facteur de sécurité grâce à l’amélioration de votre environnement de travail
- Assurer votre compétitivité internationale
- Avec 300 jours de travail par an, il est possible de produire environ 600 panneaux de 24 m x 36 m en deux équipes par an.
CARACTÉRISTIQUES
- poids total : 760 t
- puissance de fraisage : 75 kW
- vitesse de fraisage : 10 m/min
- épaisseur maximale de la feuille : 25,4 mm
- taille max. du panneau : 30 m x 36 m
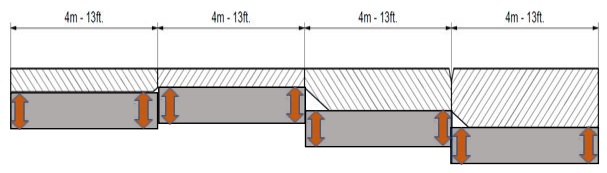
La table de la machine du côté de l’alimentation est équipée d’un réglage en hauteur. Ce réglage en hauteur permet d’usiner des plaques de différentes épaisseurs en les chanfreinant par le bas (aucune variation d’épaisseur n’est permise sur la surface supérieure de la plaque).
TABLE DE SERRAGE RÉGLABLE
UNITÉ DE FRAISAGE ET FORMES
L’unité de fraisage se déplace avec une vitesse d’avance de 200 à 10 000 m/min en fonction de la surlargeur et de l’épaisseur de la plaque. En outre, l’avance peut être déplacée avec un mouvement rapide de 30 m/min pour le retour en position initiale.
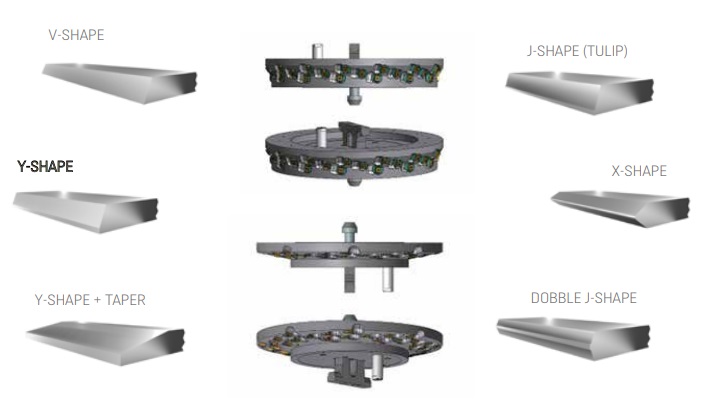
Pour la préparation du cordon de soudure et le chanfreinage par le bas (1:4). Contour du joint adapté au processus de soudage.