5/10/23
Qu’est-ce que l’impression à grande vitesse ? et comment la définir ? Lors de la création de PolySonic™, nous avons examiné trois aspects cruciaux qui permettent de classer un matériau comme étant à grande vitesse. Mais ce n’est que la moitié de l’histoire, car l’impression à grande vitesse est un mariage entre le matériau et la machine, et comme dans toutes les bonnes relations, les deux parties doivent travailler ensemble pour obtenir des résultats positifs.
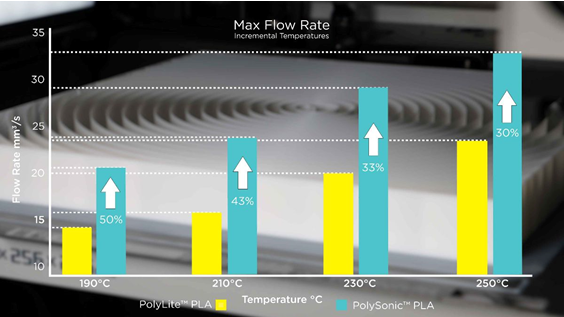
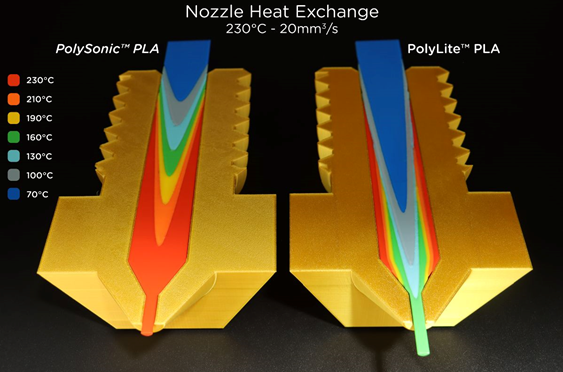
Pour imprimer rapidement, il faut pouvoir extruder rapidement et chez Polymaker, c’est l’un des premiers problèmes à résoudre. En augmentant la fluidité et en affinant le poids moléculaire, nous pouvons réduire la viscosité du plastique fondu pour obtenir une vitesse d’impression plus élevée. Lorsque le débit volumétrique augmente, le temps que le filament passe à l’intérieur du dispositif de chauffage diminue, ce qui laisse moins de temps pour que la chaleur soit transférée de la buse au filament.
Pour mesurer scientifiquement ce phénomène, nous avons construit un appareil personnalisé, appelé ECP. Avec une roue codeuse de haute précision pour mesurer la longueur exacte du filament alimentant un E3D Hemera. Juste en dessous, une tête de chauffe volcanique est montée sur deux cellules de charge pour mesurer avec précision la force d’extrusion. Avec cet équipement, nous pouvons tracer un graphique qui nous montre la courbe d’extrusion pour une température et un débit donnés. Cela nous permet de mesurer la fenêtre d’impression d’un matériau en augmentant progressivement la vitesse d’extrusion jusqu’à l’échec.
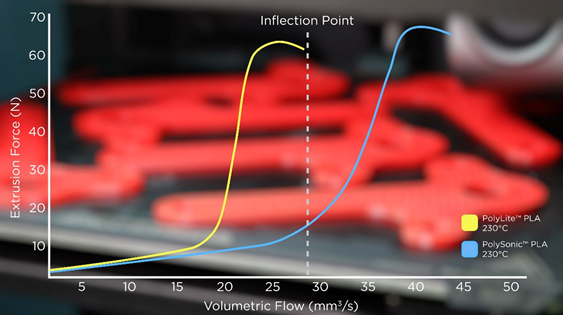
Si nous regardons ce graphique de l’ECP montrant notre PLA PolyLite™ ordinaire extrudant à 230° degrés, il y a un point d’inflexion où la force d’extrusion augmente de façon exponentielle. Cela est dû au fait que le filament n’atteint pas complètement son état de fusion à l’intérieur de la buse et que les forces de cisaillement commencent à s’opposer à l’Hemera. Il en résulte une extrusion insuffisante, une mauvaise qualité de surface, une faible adhérence de la couche et finalement une impression ratée. Cela se remarque généralement au niveau des débuts de couche, des remplissages, des surplombs et des surfaces supérieures rompues.
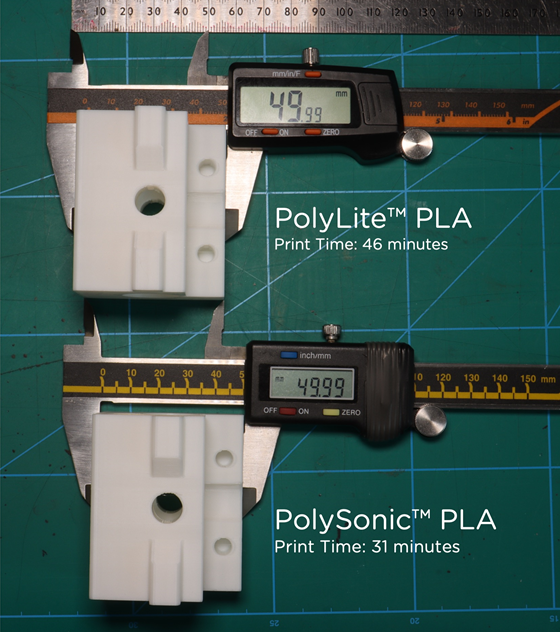
Grâce à l’efficacité d’extrusion optimisée de PolySonic™, vous pouvez surfer sur la vague volumétrique 40 % plus loin qu’avec un PLA ordinaire, ce qui vous permet de construire en toute confiance des profils à grande vitesse et de produire plus de pièces en moins de temps, avec la même précision. Mais il y a une limite dans la poursuite du flux volumétrique, car moins le plastique est visqueux, plus il devient difficile à former lors de l’impression 3D avec de fortes accélérations.
Cela nous amène à notre deuxième aspect, qui est la mise en forme du matériau. Si nous voulions produire un filament avec l’indice de fusion le plus élevé, nous extruderions simplement un filament de cire, mais c’est ce qui se passe après que le plastique a quitté la buse qui détermine l’utilité d’un matériau à haute vitesse. C’est la capacité du matériau à refroidir rapidement après l’extrusion qui permet à un matériau à haute vitesse d’imprimer rapidement sans perte de qualité. Avec une rhéologie optimisée, PolySonic™ peut passer du fluide au solide avec un retrait minimal, produisant des coins nets, des détails fins et des surfaces lisses sans effet de peau de requin. La nouvelle génération d’imprimantes à grande vitesse étant équipée d’un refroidissement auxiliaire, PolySonic™ est parfaitement adapté aux vitesses d’impression fulgurantes avec des caractéristiques de refroidissement
PolySonic™ PLA – le premier de la famille des filaments d’impression 3D à grande vitesse, construit confortablement des profils d’impression de plus de 300mm/s avec des caractéristiques d’impression supérieures. Initialement disponible en 5 couleurs.
PolySonic™ PLA PRO – Un PLA à ténacité améliorée composé de modificateurs d’impact qui produisent une ductilité similaire à celle de l’ABS et une rigidité supérieure à celle de l’ASA et du PETG. Initialement disponible en 2 couleurs.


Cela nous amène à notre troisième et dernier facteur, les propriétés mécaniques de la pièce imprimée en 3D. C’est bien beau d’imprimer à des vitesses ridicules, mais ces pièces sont-elles fonctionnelles ? Si vos pièces n’ont aucune résistance, nous pensons que l’avantage de la vitesse est futile.
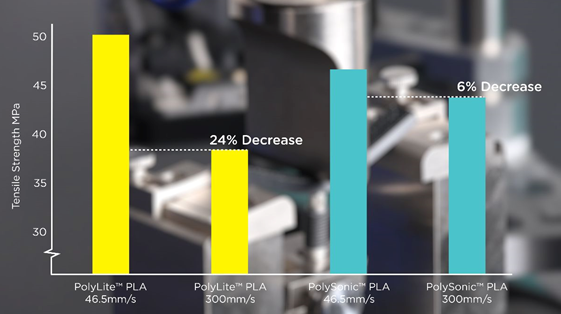
Une bonne adhérence des couches, associée à une résistance à la traction et à l’impact, est l’ingrédient final de la recette des matériaux PolySonic. Lors d’un test de résistance mécanique avec des échantillons imprimés à des vitesses élevées et à des vitesses classiques, le PLA PolySonic ne montre qu’une baisse de 6 % de ses propriétés. Lorsque nous comparons ce résultat à celui du PLA classique, les avantages deviennent évidents. En termes de résistance à la flexion, de résistance aux chocs et de résistance à la traction, PolySonic vous permet d’imprimer rapidement et de manière fonctionnelle.

Article de notre partenaire Polymaker
 EN
EN




