17/05/23
Cold spray has come a long way in recent years. Developed by Soviet scientists in the 1980s, it’s since been developed into an advanced technique for building, coating and repairing parts. So, what exactly is cold spray additive manufacturing – and how is it changing the future of manufacturing? Start with this deep dive.
Cold spray is a powerful technique for rapidly fusing powdered metals, ceramics, or polymers without melting them. It can be used to quickly repair worn or damaged components – or as a form of additive manufacturing to rapidly build parts layer by layer.
There are two types of cold spray that Titomic uses to provide a versatile range of services and capabilities:
High-pressure cold spray (HPCS): used to spray high-strength metals and alloys with compressed gases like nitrogen, helium and air at high pressures (300-1000 psi). See our high-pressure cold spray systems.
Low-pressure cold spray (LPCS): used to spray soft metals and metal/ceramic mixes with compressed gases at low pressures (below 300 psi). See our low-pressure cold spray systems.
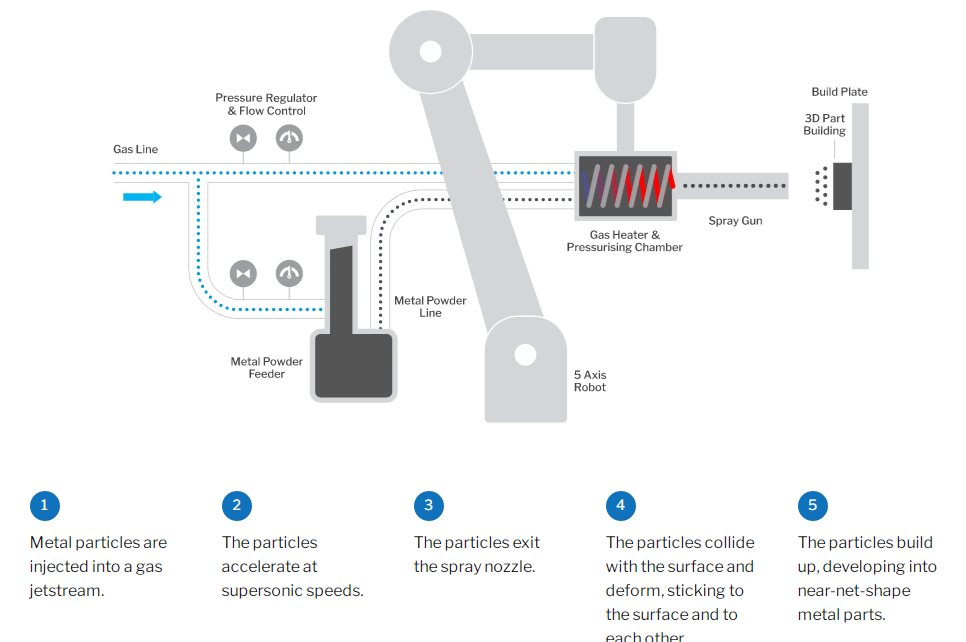
Cold spray additive manufacturing uses a supersonic spraying nozzle to shoot a heated high-pressure carrier gas (such as air, nitrogen or helium) to accelerate particles through at high velocities.
Particles kinetically deposit onto the surface they are aimed at by interlocking mechanically and bonding metallurgically. For this reason, at Titomic we often refer to our cold spray technology suite and products as Titomic Kinetic Fusion (TKF)®.
Through this process, materials are fused below their melting temperatures (hence the name cold spray). This makes cold spray additive manufacturing superior to other methods in terms of distortion and oxidation. This also means we can build faster and thicker than other additive manufacturing technologies.
A unique benefit of the cold spray manufacturing process is that it can be used to fuse dissimilar materials, which means we can exploit the advantages of multiple properties in a singular part.
For example, you can:
Other major benefits of cold spray include:
As you can see, there are many ways in which cold spray is superior to other manufacturing methods.
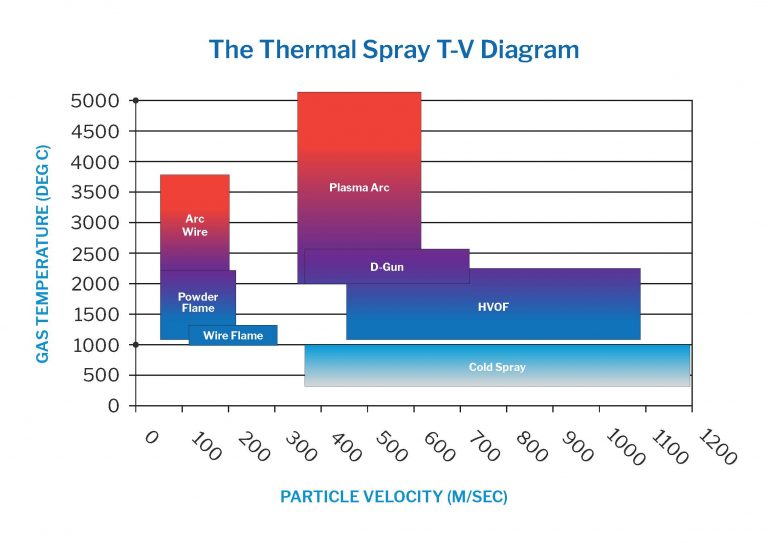
Whether it’s thermal spray, HVOF, plasma arc, arc wire, wire flame or powder flame, cold spray offers a significantly higher particle velocity at far lower temperatures.
The High Velocity Oxygen Fuel coating is a thermal spray process in which a fuel and oxygen are mixed, fed into a combustion chamber, and ignited. The gas produced in the combustion chamber has an extremely high temperature and pressure and is ejected through a nozzle at supersonic speeds. This system is not portable, and uses an enormous amount of power.
Disadvantages over the Titomic TKF system:
Arc spraying uses an electric arc as the heat source to melt metal wire. Compressed air (or sometimes inert gas) is used to atomise the molten metal. The electric arc is created by charging one wire positive, the other wire negative, and forcing the two wires together to create the electric arc. This system often requires huge amounts of electricity and gas. It is, however, very portable, but has minimal thickness capability, so it’s often only used for protection against corrosion.
The temperatures in a plasma flame are normally 10,000–15,000 °C. Therefore, in principle, almost any metal or ceramic including refractory metals or oxides can be melted and deposited to form a coating by plasma spraying. It is the opposite to Titomic’s Kinetic Fusion process.
Materials often overheat, leading to deformation, and become exceptionally difficult to machine, as the materials mostly need to be ground finished. Plasma arc, though, is well suited to creating hard facing and ceramic coatings on high-wear areas. The surface temperature and uniformity are critical during this process, otherwise the coating can eventually spall and cause product failure or the coating to lift off.
Take a look at this chart which compares heat and particle velocity:
 FR
FR