15/03/23

It is critical to control machining allowance to ensure precise machining for castings strictly. An insufficient machining allowance makes it difficult to remove residual materials from the previous process.
An excessive allowance will lead to an increased machining workload and more consumption of materials, tools, and energy.
Scantech is a high-tech 3D scanner manufacturer offering products such as 3D laser scanners, 3D body scanners, and automated 3D measurement systems. We are dedicated to improving your business by providing efficient 3D solutions.
In this application story, we will show you how to capture full-field data of a large-scale casting and identify its allowance for further machining. The equipment we use is TrackScan-P, a non-contact 3D scanner for large objects.

3D scanning of large-volume casting part to identify allowance
Dongfang Turbine Co., Ltd. of Dongfang Electric Corporation is a high-tech enterprise engaging in the research, design, and manufacture of large power station equipment.
The company’s products include coal-fired steam turbines, nuclear steam turbines, gas turbines, turbine retrofitting, servicing, industrial turbines, new materials, and new energy products.
The customer was looking for options to optimize casting machining. By 3D scanning the casting and comparing it with the CAD model, they aim to analyze whether there is sufficient allowance for further machining.
If there is no allowance for some surfaces, they need to analyze whether it is feasible to conduct fitting to ensure these surfaces can be machined later. If the former way doesn’t work, customers need to identify the areas thinner than the allowance and determine the amount for repair welding.
After the inspection, the data captured will serve as a reference for virtual marking and locating the machined datum for the CNC machine.
The casting in this case is a steam exhaust hood. It is relatively large with a diameter of around 6 meters. It is required to conduct full-field scanning and determine the marking for the machining datum and marking for 20 holes.

Inspect a steam exhaust hood
The customer used to mark castings manually based on empirical estimation to check whether there is sufficient allowance and locate the datum.
This traditional and manual method is inefficient and fails to find the best datum. Every time the operators adjust the position of the part, they need to restart and find a new datum, which is time-consuming.
By virtual marking in an accurate 3D model, users can identify the precise allowance of parts for marking. Manual marking, compared with virtual marking is much less accurate.
Therefore, some qualified products may be deemed as unqualified or defective, resulting in increased manufacturing costs.

Marking a casting part with help of 3D data
To shorten its cycle time, the company reached Scantech seeking help for identifying the allowance, optimizing marking, and accelerating machining for casting.
The following steps show how Scantech’s 3D solution help in this project.
Using the optical tracking 3D scanner TrackScan-P, the engineer scanned the full-field data of the casting and obtained its actual 3D model.

Optical tracking 3D scanner TrackScan-P
The data captured helped them understand where deviations occurred in the casting. The engineer quickly compared the scan data with the CAD model and analyzed the results with 3D software:
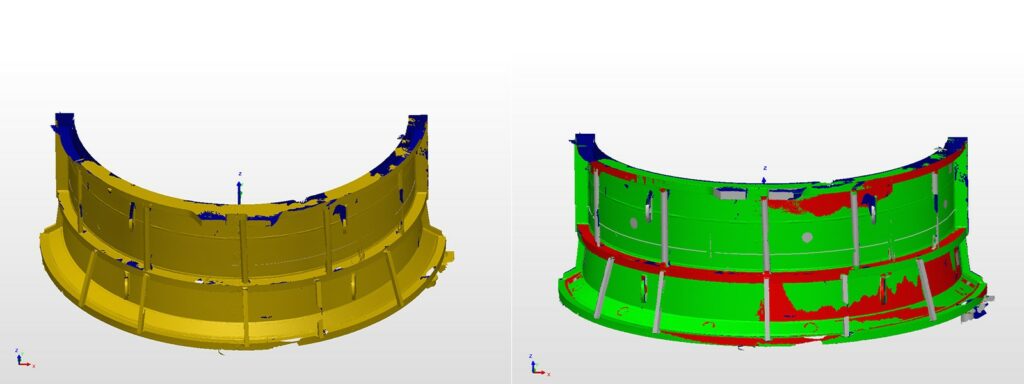
Point clouds, allowance analysis, color map
Using the software, they simulated the marking before drawing lines on the castings. This helped the customer calculate the marking location accurately and caught any potential problems. The engineer marked the casting as well as the holes that need to be processed based on the analysis.

Marking a casting part with help of 3D data
Establish accurate data for machining as well as the positions of holes

accurate marking for machining
Scantech’s optical measuring system TrackScan-P consists of a 3D laser measurement scanner, engineered with innovative blue-and-red laser scanning, and an optical and sticker-free tracker.
The system measures the actual geometry of the blank, which ensures sufficient machining allowance in production and replaces traditional marking. It provides the data basis for adaptive machining by optimizing the machining path based on the data captured.
Article from our partner Scantech
 FR
FR