8/11/23

Dans le domaine de l’impression 3D par modélisation par dépôt de matière fondue (FDM), les possibilités d’innovation sont pratiquement illimitées. L’éventail des thermoplastiques disponibles est large et comprend des matériaux tels que le PLA, l’ABS, le TPU, le PA6 et le PEEK, entre autres. Chacun de ces matériaux existe sous de nombreuses formes, spécifications et qualités, offrant de multiples options pour diverses applications.
Si les objets imprimés en 3D jouent souvent un rôle dans le prototypage rapide et les applications fonctionnelles, le potentiel de personnalisation va au-delà de la simple forme et de la fonction. En effet, l’aspect esthétique – en particulier la couleur – joue un rôle essentiel dans la différenciation des produits. Cet article explore le sujet nuancé de la personnalisation des filaments, en mettant particulièrement l’accent sur l’utilisation de mélanges maîtres pour imprégner les filaments d’impression 3D de couleurs vibrantes et durables.
Les colorants pigmentaires jouent un rôle crucial dans la détermination de l’apparence et de la qualité des objets imprimés en 3D. Ces colorants sont ajoutés au matériau polymère de base pour lui donner une teinte spécifique. Contrairement aux colorants, qui se dissolvent dans le matériau, les pigments sont des particules insolubles qui sont mélangées à la matrice polymère.
L’ajout de pigments se fait dans des proportions minimes, mais l’impact sur la couleur du filament est significatif. L’un des principaux avantages des pigments est leur résistance à divers facteurs environnementaux, tels que la lumière et la chaleur, qui contribuent à la stabilité à long terme de la couleur du produit. La nature inerte des pigments garantit également qu’ils n’interfèrent pas avec la structure chimique du polymère, ce qui permet de conserver les propriétés inhérentes du matériau. Les pigments constituent donc un choix privilégié pour les applications qui requièrent à la fois un attrait esthétique et une intégrité fonctionnelle.
En résumé, les pigments colorants sont essentiels à l’impression 3D, car ils offrent des couleurs éclatantes et une durabilité sans compromettre l’intégrité structurelle du matériau.


Un mélange maître de polymères est un mélange concentré composé d’un polymère de base et de divers additifs ou agents, tels que des pigments, des charges, des stabilisateurs et d’autres auxiliaires de fabrication que vous souhaitez incorporer à votre polymère de base.
Supposons que votre polymère de base soit l’ABS. Toutefois, le mélange-maître est également constitué d’ABS et contient une certaine concentration d’additifs. En général, 2 % du mélange-maître suffisent à modifier les propriétés de l’ensemble du lot. On peut voir les choses comme suit : 98 % d’ABS vierge + 2 % de mélange-maître ABS = 100 % d’ABS amélioré. Les mélanges maîtres sont spécifiques aux polymères – un mélange maître ABS ne peut pas être mélangé à un filament PLA.
Ces mélanges maîtres constituent des méthodes pratiques et efficaces pour incorporer des propriétés, des couleurs ou des fonctionnalités spécifiques dans les polymères au cours de la fabrication. Les mélanges maîtres sont généralement produits par un processus de compoundage, au cours duquel les additifs sont soigneusement mélangés et dispersés dans la matrice polymère, ce qui permet d’obtenir un mélange homogène qui peut être facilement incorporé dans les produits finis. Un petit sachet de granulés de mélanges-maîtres à l’échelle du laboratoire vous permettra d’améliorer plusieurs kilogrammes de polymère. Les mélanges-maîtres sont synonymes de rapidité et de liberté d’expérimentation.
Dans le cas d’un mélange maître de pigments, l’additif en question est le pigment. Les pigments sont des particules colorées finement broyées qui sont inertes dans la matrice polymère, ce qui signifie que le pigment doit être dispersé dans le polymère de base sans réagir chimiquement. Cette caractéristique est essentielle, car elle permet aux pigments de conserver l’intégrité de leur couleur tout en s’intégrant parfaitement à la structure du filament.
Les mélanges maîtres de pigments sont des mélanges formulés avec précision qui contiennent une forte concentration de pigments dispersés dans un support polymère compatible. Ce support agit comme un médium pour les pigments et facilite leur dispersion uniforme dans le polymère fondu, garantissant une coloration cohérente et uniforme dans le produit final. En fondant dans l’extrudeuse, le support libère le pigment dans l’ensemble de la matrice, ce qui donne un filament coloré.
Les pigments sont des substances colorées réduites en poudre très fine. Il est possible d’ajouter de la poudre de pigment pur à un polymère vierge, mais cela représente un défi. Les défis sont les suivants
Doser la bonne proportion de polymère par rapport au pigment.
Introduire de manière homogène des particules de formes différentes dans un système. Y compris la poudre fine, qui est également difficile à manipuler.
Mélanger de manière homogène une fois que le plastique a fondu.
Certaines extrudeuses à double vis sont spécialisées dans ce type de mélange, mais ne sont pas adaptées à la fabrication de filaments. La stratégie la plus simple consiste à diviser le processus en deux étapes :
Les encres sont similaires aux mélanges-maîtres en ce sens qu’elles sont constituées d’un milieu (eau) contenant une concentration de pigments. L’encre ne peut pas être versée dans une extrudeuse, car l’eau nuit au processus d’extrusion, en perturbant le processus de fusion et en formant des bulles dans le filament final. D’autres fluides, comme l’huile, sont également incompatibles avec l’extrusion car ils perturbent la friction.

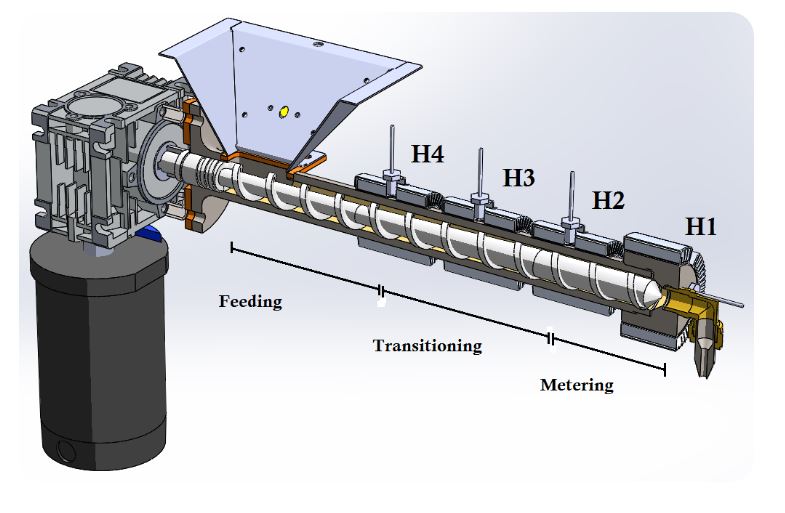
Le processus d’extrusion de filaments peut être divisé en 3 phases :
Passons en revue le processus, en nous concentrant sur ce qui arrive aux granulés de mélange-maître colorés.
Comme expliqué ci-dessus, l’alimentation des poudres peut être difficile, mais l’alimentation d’un mélange de granulés+granulés est facile. Dans la plupart des cas, 98 % en poids des granulés correspondront à du polymère vierge, tandis que les 2 % restants seront des mélanges-maîtres. Le reste du processus pouvant servir de tampon, il reste une petite marge d’hétérogénéité. Le fait de mélanger soigneusement le mélange-maître et le support dans un bocal et d’alimenter l’entrée mélangée devrait permettre d’obtenir une homogénéité suffisante.
Cette section peut être divisée en 3 phases. Chaque phase correspond à un tiers de la longueur du cylindre et à un état de la matière :
Le filament de couleur homogène devrait maintenant sortir de la buse. Son comportement ne devrait pas être très différent de celui du filament vierge. Cette phase du processus d’extrusion nous permet de savoir si la qualité du mélange-maître est compatible avec la qualité du polymère : de nombreuses bosses à la surface du filament indiquent un grave problème de fusion – très probablement parce que le mélange-maître ne fond pas complètement. Dans ces « mauvais » cas, il est possible de résoudre le problème en ajustant les paramètres. Dans le cas contraire, il faut tester une autre qualité de mélange-maître.
Le processus d’extrusion du filament repose sur l’alimentation, la fusion, la poussée et l’obtention du filament. Le mélange se produit plus ou moins tout au long du processus puisque l’extrusion repose sur la rotation d’une vis, ce qui entraîne de nombreux frottements. La fusion peut être assurée en choisissant un mélange maître compatible avec le support et en sélectionnant les paramètres appropriés (principalement la vitesse de la vis et le profil de température). Un certain mélange a lieu au début du processus, mais surtout à un moment crucial.
Le mélange des liquides est beaucoup plus efficace que celui des solides en termes d’homogénéité. Le plastique est liquide dans la dernière zone du cylindre – la zone de dosage ; comme expliqué ci-dessus, la pointe de la vis est le principal point d’intérêt.
Les extrudeuses monovis traditionnelles sont équipées de pointes de vis « lisses », parfaitement conçues pour la stabilité. Certaines extrudeuses sont conçues avec un embout de vis de mélange spécial. Il existe différents types d’embouts mélangeurs, mais tous visent le même effet : générer des turbulences pour mélanger le flux de liquide.

Principalement une chose : l’incompatibilité. Incompatibilité entre le mélange maître et le polymère de base.
Elle se traduit souvent par des problèmes de fusion lors de l’extrusion du filament. Typiquement, de grosses bosses sont visibles à la surface du filament, correspondant à des particules non fondues. Certains mélanges-maîtres peuvent ne fondre que partiellement ou pas du tout. Lorsque vous surveillez les données d’extrusion, vous pouvez également repérer des instabilités dans le comportement du moteur, la vitesse d’écoulement globale et, bien sûr, l’épaisseur du filament.
Il s’agit d’un problème grave, surtout lorsqu’il n’est pas détecté et surtout lorsqu’il s’agit d’impression 3D. Les têtes d’impression classiques étant équipées d’une buse de 0,4 mm, elles se boucheraient facilement lorsqu’une énorme incohérence de 1 mm tenterait de passer au travers. Le but de l’extrusion est d’obtenir un filament très lisse, stable en tolérance et homogène en composition.
L’absence de fusion peut être due à des réglages inappropriés qui ne permettent pas au mélange-maître de fondre. Par exemple, une température ou une friction insuffisante. Il se peut aussi que le support fonde correctement de lui-même, mais qu’il soit incompatible avec le mélange-maître.
Pour favoriser la fusion, il y a deux options, principalement : augmenter les températures pour fournir plus de chaleur conductrice au tonneau ou réduire les températures tout en augmentant la vitesse de la vis. La deuxième option est un peu contre-intuitive, mais c’est un exemple amusant du fonctionnement de l’extrusion. La réduction des températures d’extrusion et l’augmentation de la vitesse de la vis génèrent plus de friction à l’intérieur du tonneau, ce qui permet d’obtenir plus de chaleur et une meilleure fusion.
Tous les mélanges-maîtres ne se valent pas. Chaque marque est différente, de même que chaque couleur. Il existe évidemment des différences entre les marques et les fournisseurs, mais ce n’est pas tout. Chaque pigment individuel est une substance qui donne de la couleur, mais qui peut aussi modifier considérablement le comportement mécanique ou le comportement à la fusion.
Par exemple, le pigment blanc est souvent constitué de dioxyde de titane et est notoirement difficile à fondre. Le mélange-maître blanc pose donc souvent des problèmes de non-fusion.
En d’autres termes, votre ABS peut être compatible avec le mélange-maître vert d’un fournisseur donné, mais pas avec le noir, à titre d’exemple.
Il s’agit de trouver un support de base fiable et un mélange-maître de haute qualité, puis d’effectuer un test de compatibilité. Une fois que vous aurez trouvé ces deux éléments ainsi que les paramètres optimaux de fabrication du filament, l’extrusion d’un filament coloré sera un jeu d’enfant.
La dernière limite est l’instabilité à long terme ou la répétabilité de la production de masse. Étant donné que l’alimentation en granulés de mélange-maître + granulés de support d’une extrudeuse à vis unique de laboratoire n’est techniquement pas aussi précise à long terme qu’une installation industrielle dédiée fonctionnant 24 heures sur 24 et 7 jours sur 7 pendant des semaines ou des mois, il est possible de détecter de légères différences entre plusieurs bobines produites à des moments différents.
Le dégradé de couleurs ne sera probablement pas visible à l’œil nu, mais il peut exister. C’est le petit inconvénient qui accompagne la rapidité et l’agilité du processus.

Lorsqu’il s’agit de sélectionner des pigments, un facteur souvent négligé est l’impact sur l’environnement. Alors que nous nous dirigeons collectivement vers le développement durable, il devient crucial de prendre en compte le caractère écologique des pigments. Certains pigments, en particulier les anciennes formulations utilisant des métaux lourds comme le cadmium, peuvent être préjudiciables à l’environnement. Par conséquent, opter pour des pigments exempts de substances toxiques rend votre filament plus commercialisable et contribue à une fabrication responsable. Cela est d’autant plus pertinent que l’on s’intéresse de plus en plus aux matériaux durables, un sujet que de nombreux concurrents n’abordent pas.
Les mélanges-maîtres sont faciles à utiliser tout en laissant à l’utilisateur une grande liberté d’expérimentation et d’exploration. Par exemple, en ajustant finement la dose de mélange-maître, vous pouvez créer un filament translucide : coloré mais toujours transparent. Par exemple, lorsque le fabricant recommande 2 à 4 % en poids, 0,5 % ou 1 % peut faire l’affaire.
Il existe toujours un seuil de saturation. Il n’est pas nécessaire d’ajouter 20 % de mélange-maître – la saturation plafonnera probablement à 4 %, et 20 % pourraient entraîner de graves problèmes de fusion.
Le filament « arc-en-ciel » ou multicolore peut être créé en préparant plusieurs petits lots de différentes couleurs et en les introduisant l’un après l’autre dans l’appareil de fabrication de filaments. Le processus présente une certaine inertie. Comme l’extrusion repose sur un mélange continu, les transitions entre les lots ne sont jamais instantanées. Cependant, cela peut se traduire par la présence de plusieurs couleurs sur la même bobine ou par un dégradé d’une seule couleur.

En conclusion, l’utilisation de mélanges-maîtres pour infuser des couleurs captivantes dans les filaments d’impression 3D offre un espace de créativité et de personnalisation. Ces mélanges concentrés, contenant des polymères de base et des additifs, introduisent de manière transparente des propriétés et des couleurs spécifiques au cours de la fabrication. Les mélanges maîtres de pigments, en particulier, jouent un rôle essentiel en dispersant uniformément les pigments finement broyés dans le filament, ce qui permet d’obtenir des couleurs homogènes et attrayantes.
Pendant l’extrusion du filament, des réglages minutieux et des embouts de vis de mélange garantissent une fusion et un mélange corrects, bien que des problèmes d’incompatibilité puissent entraîner des problèmes de fusion. Malgré ces difficultés, la personnalisation des filaments à partir de mélanges maîtres permet d’expérimenter la création de filaments translucides ou de dégradés multicolores.
L’infusion de couleurs dans les filaments est une expérience qui célèbre à la fois les prouesses techniques et l’imagination créative. L’art de donner de la couleur aux filaments d’impression 3D, facilité par les mélanges maîtres, harmonise la science et la créativité, offrant aux utilisateurs des possibilités infinies d’exprimer leurs visions de manière éclatante.
Pourquoi ne pas aller plus loin ? Examinons l’ensemble du tableau et les nombreuses portes ouvertes par le processus de fabrication de filaments. Il est désormais possible de traiter des polymères exotiques personnalisés qui n’existent peut-être pas sous forme de filaments sur le marché. Améliorer le filament avec des additifs fonctionnels (fibre de carbone, coquille d’œuf…). Et lui donner une couleur tout aussi spéciale que ses propriétés et le recycler.
 EN
EN




